- Contact Us
-

-
 81-44-922-1117
81-44-922-1117
FAQ
How does resistance welding work?
Resistance welding joins parts by applying pressure and electric current with electrodes and locally fusing the pressurized area with the generated Joule heat.
Electric current is passed to the object to be welded through electrodes. Copper alloys are typically used for electrodes, so the resistance of electrodes is lower than that of the object to be welded. The temperature in the joined area rises relatively high, and only the object to be welded is fused as a result.
As the generated heat is concentrated in the joined area, welding with less thermal distortion is generally possible in a short time frame, compared to arc welding, etc.
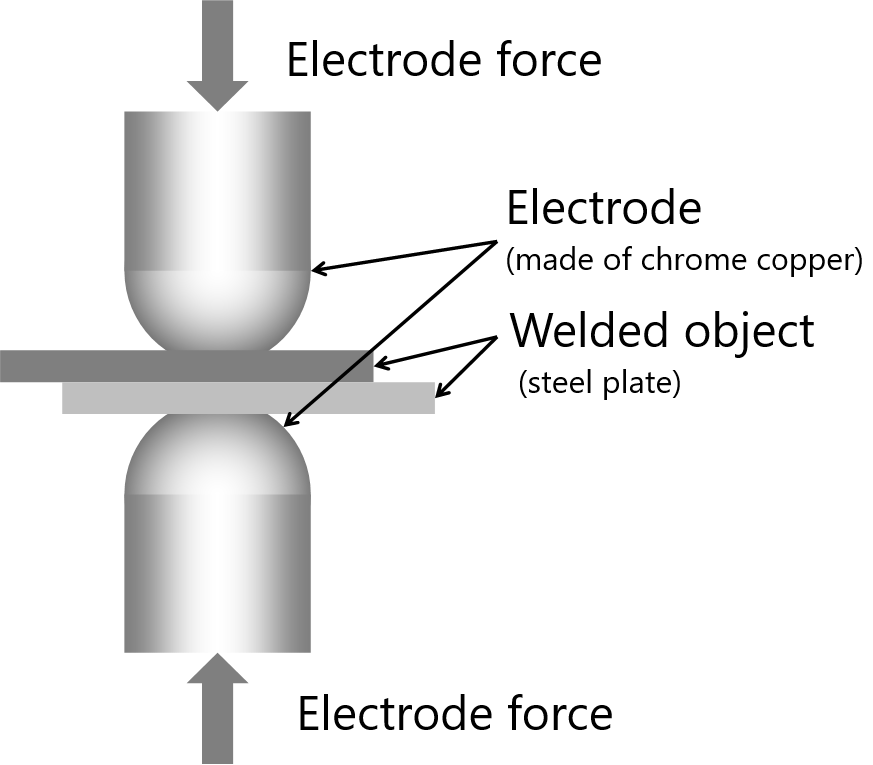
Schematic diagram of spot welding
What type of resistance welding do you have?
Resistance welding is broadly divided into lap resistance welding and resistance butt welding.
Lap resistance welding is classified into spot welding, projection welding and seam welding. Resistance butt welding is classified into butt welding and flash welding.
Spot welding uses a pair of electrodes to pressurize multiple plates, and a large current is applied to melt the stacked portions of the plates to create a nugget for welding.
It is often used for vehicle body assembly.
With the projection welding method, one of the objects to be welded has projections, and they are welded to mating parts.
It is often used for welding nuts to vehicle body parts.
Seam welding basically works the same as spot welding, but this method continuously welds using rotating electrode discs.
It is often used for the welding that requires airtightness, such as gasoline tanks for automobiles, drums, and fuel tanks for kerosene.
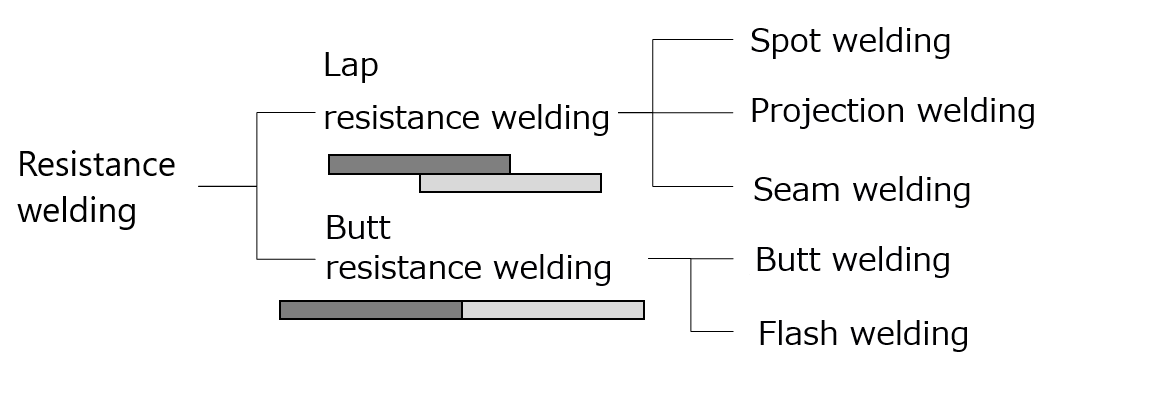
Resistance welding classification
What are the important parameters for welding?
Three major parameters for resistance welding are electrode force, welding current, and welding time.Stable welding can be achieved regardless of the skill of operators by setting appropriate welding parameters.
In the case of spot welding and seam welding, in addition to the three major parameters, electrode tips become essential.This is because the current density of the welded area is increased based on the reduced contact area between electrodes and the object to be welded.This electrode shape factor is sometimes referenced as the fourth major parameter.
In the case of projection welding, in addition to the three major parameters, the parallelism of electrodes and the projection shapes become essential.This is because the projections increase the current density for welding.
The welding quality will vary based on the combinations of the above parameters.
What is a weld nugget?
When spot welding or seam welding is applied, the joined area is melted and solidified. This melted and solidified part is called nugget.
Nugget can be observed by cutting and corroding the welded area.The hatched area shown in the illustration is a nugget, and the area around it is the heat-affected zone called HAZ.
For example, it may be expressed as "nugget diameter to be 5√t or more" as a quality standard for spot welding.(t indicates plate thickness.)
Nugget is generally not formed with projection welding, but if the part has projections embossed by a press (embossed projections), a nugget may be formed.
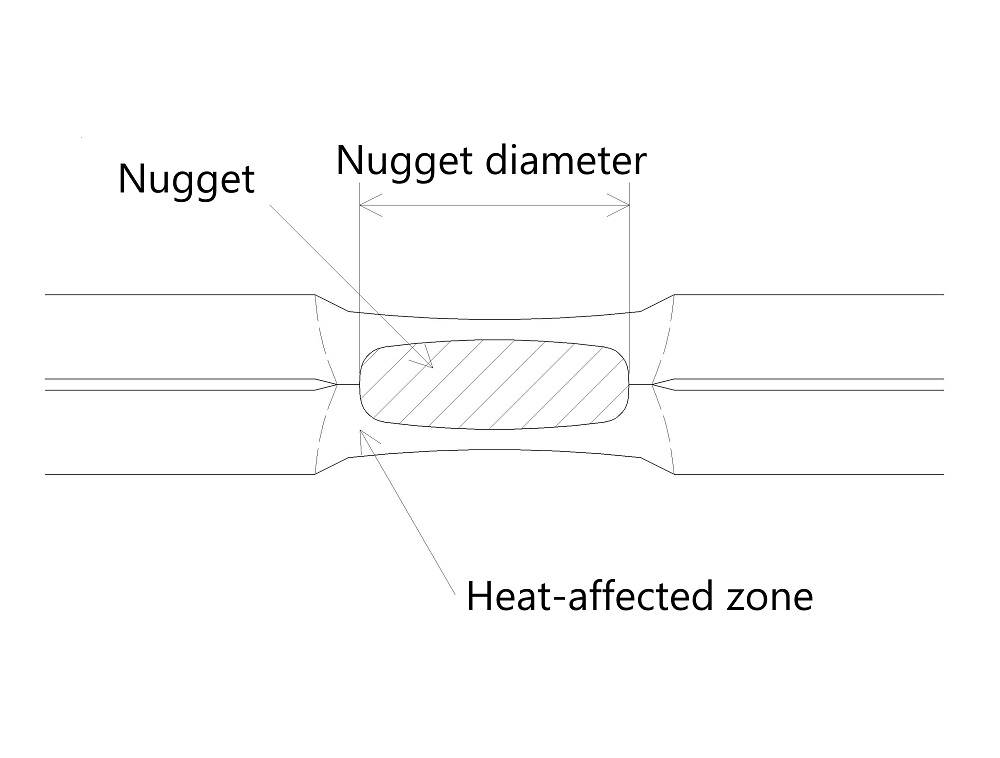
Cross-sectional view of spot welding section
Can you do a welding experiment?
Yes, we can. We would like to study content of the experiment, please contact our sales representatives or ask us by our inquiry form.
For your reference, we have provided various experimental welding equipment (facilities) as shown below.
・Spot welding machine: Single phase AC, DC Inverter, AC Inverter, 3-phase Rectification and Capacitor type
・Projection welding machine : Single phase AC, DC Inverter, AC Inverter, Three-phase Rectification, Capacitor and Inverter Capacitor Type
・Seam welding machine: Single phase AC, DC Inverter and AC Inverter Type
Potable Shear Welder, Resistance Heat Caulking Systems, Resistance Heating and Laser Welding System are also available.We also have evaluation equipment, such as Universal Testing Machines, Macroscopic Testing Facilities, Digital Microscopes (×20 to ×200), Erichsen Testing Machines and Manual Type Dial Torque Wrenches.
What information is necessary when requesting a welding experiment?
Please supply Welded Workpiece Drawings that show shape, dimension and material and any information of Required Welding Quality.
In addition, please let us know Production Rate so that we can proceed with experiment considering the concept of actual welding machine.
Please tell us how to decide the welding parameters for spot welding.
First, tentatively determine the electrode force, welding time, and electrode tip shape by referring to the welding parameter charts, etc.
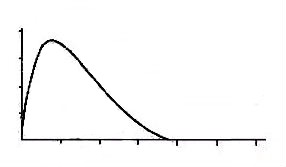
Under these parameters, gradually increase the current from a lower value to identify the current value that provides the required nugget diameter and the current value that causes expulsion.The optimal current range is between these two values. The mid value in this range should be adopted as the welding parameter.If you want to determine the more precise welding parameters, make weld lobes as shown in the figure.
Generally, in the case of galvanized steel sheet, a higher electrode force, a longer weld time, and a higher current are required.Also, electrodes should be dressed frequently because plating tends to adhere to electrodes.
In the case of high tensile strength steel sheets, generally a higher electrode force, a longer weld time, and a lower current are adopted.In addition, if a higher electrode force is not enough to eliminate the sheet gap, it may be effective to weld twice or three times.Materials are quenched during welding. In the case of high-tensile steel, the material ductility can be increased by adding the tempering current.
In the case of stainless steel, welding is possible with a lower current because of high resistivity.
However, in the case of martensitic type, the tempering current needs to be applied in the same way as in the case of high tensile steel.
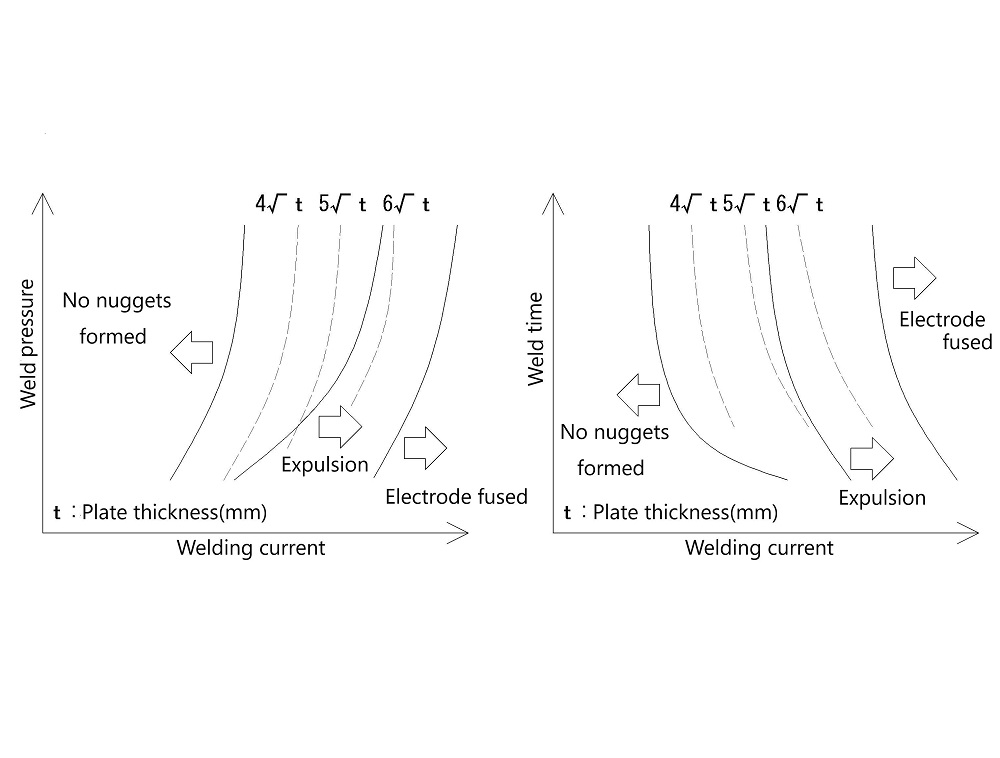
Weld lobe
There are various types of power source, but what is the difference?
Single-phase AC type is generally used in stationary welding machines because of its simplest structure and low cost, and it is capable of welding most of the objects to be welded.
MFDC type is often used when weight reduction is required, such as for a servo spot gun. Converting commercial frequency (50/60Hz) to a frequency more than 20 times makes it possible to downsize the transformer core, which enables the welding transformer itself to be smaller and lighter. However, as the secondary current becomes difficult to flow when the frequency increases, a rectifier is placed on the secondary side of the transformer to convert the alternating current to a direct current.The MDFC type may be selected because it can alleviate expulsions for thin-plate welding and because the weld time can be set more finely in millisecond increments, in comparison to the cycle increments of the AC type.
In the case of the capacitor type, it is possible to reduce the power-supply capacity because the capacitor banks are charged first then discharged all at once upon welding.Therefore, it is adopted when power source situation is unstable or when a large current is required, such as a large projection welding machine.Compared to other power source, it can weld at a high current in a short period of time with less thermal impact on the surroundings, resulting in less post-weld deformation or residual stress.Today, the capacitor type is also increasingly used for projection welding of nuts and bolts to hot stamping materials.
In addition, there are other power sources such as AC inverter type, single-phase rectifier type, three-phase rectifier type, and three-phase low-frequency type. Selection is made by considering requirements and various parameters for the object to be welded.
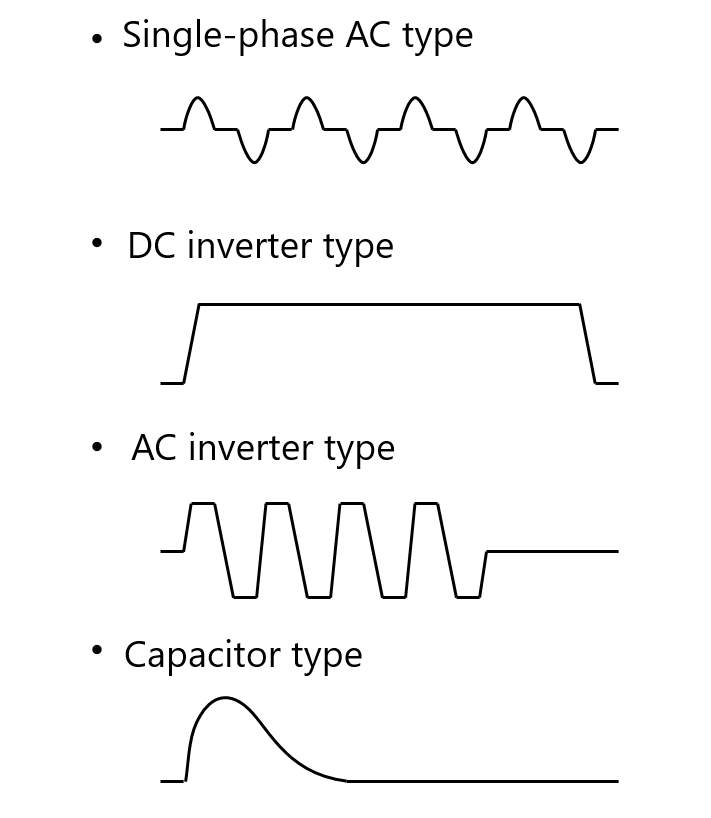
Current waveform
Related products
What is the difference between spot welding machine and projection welding machine?
The device configuration of spot-welding machines and projection-welding machines are basically the same.However, as the parallelism of electrodes is crucial for projection welding, the rigidity of the machinery is increased and deflection during pressurization is suppressed.Additionally, the maximum short circuit current is also set to a higher value because higher current values are often required.
Spot welding machines can also perform projection welding of nuts and bolts as well as butt welding, as long as the electrodes and welding parameters are changed.
In addition, when crimping the terminal to the enameled wire, it is possible for a welder to carry out heat staking to allow crimping without peeling the enamel off.
In this way, the model is selected according to the welding quality required for the object to be welded.
Related products
What is expulsion?
The phenomenon of expulsion is commonly referred to as spatter, however, the correct description is expulsion in the case of resistance welding. The outer expulsion is generated between electrodes and the object to be welded, and the inner expulsion is generated within the objects to be welded.
Expulsions tend to occur when welding current is higher, weld time is longer, or electrode force is lower than those of the optimal welding parameters.
Expulsions can be reduced by decreasing the weld current, shortening the weld time, or increasing the electrode force. In the case of spot welding, adding upslopes may be effective.
In the case of projection welding, insufficient parallelism of electrodes may cause expulsions. Or in the case of spot welding, external disturbances, such as sheet gaps, may cause expulsions.
How is current controlled in a single-phase AC type?
In the single-phase AC type, welding current is controlled by changing the timing of firing a semi-conductor called thyristor.This control method is called phase control.
The feedback control to keep the weld current constant is called constant current control.
In addition, the function of detecting the input voltage and performing feedback control to keep the voltage constant is called voltage compensation control.
Single-phase alternating current waveform
Related products
How is current controlled in an MFDC inverter type?
In the case of the MFDC inverter type, welding current is controlled by changing the pulse-width using a semi-conductor, called IGBT.This control is called PWM (Pulse Width Modulation) control.The output from the welding power source is an alternating current of about 600 – 2,000Hz, but a large current cannot flow to the secondary side when the frequency remains high. Therefore, a rectifier, called a diode-stack, is installed on the secondary side of the welding transformer and the secondary current is converted to direct current.
The feedback control to keep the weld current constant is called constant current control.
Current waveform of MFDC type
Related products
How is current controlled in an AC inverter type?
In the AC inverter type, welding current is controlled by changing the pulse-width using a semi-conductor called IGBT.This control is called PWM (Pulse Width Modulation) control.Since the output from the welding power source is an alternating current of about 50 - 200Hz, a regular single-phase alternating current welding transformer can be used.
The feedback control to keep the weld current constant is called constant current control.
AC inverter type current waveform
Related products
How is current controlled in a capacitor type?
In the case of the capacitor type, the energy is regulated by adjusting the charged voltage.With a common capacitor type, since a thyristor is used to discharge energy, it fully discharges all stored energy.
With our capacitor type, while the power is regulated by adjusting the charged voltage, it is capable in performing constant current control, similar to MFDC, because an IGBT is used for an inverter control upon discharging.In addition, the remaining energy can be used for the next welding, which makes it a rational control method.
Capacitor-type current waveform
Related products
What is the merit of using a capacitor type?
In the case of the capacitor type, the energy charged in the capacitor is discharged in a short time, which has the following advantages:
1. The equipment capacity is small, and it is about 1/10 of the size of a regular single-phase AC type.
2. Welding current is not affected even if the primary voltage fluctuates.
3. Since there is less thermal conduction from the welded part to the surroundings, burning and distortion are unlikely to occur.
4. Stable weld strength can be obtained with projection welding, such as for nuts on hot stamping materials.
5. Energy consumption is about 1/3 of that of a single-phase AC type, enabling energy saving.(Weld testing by Dengensha)
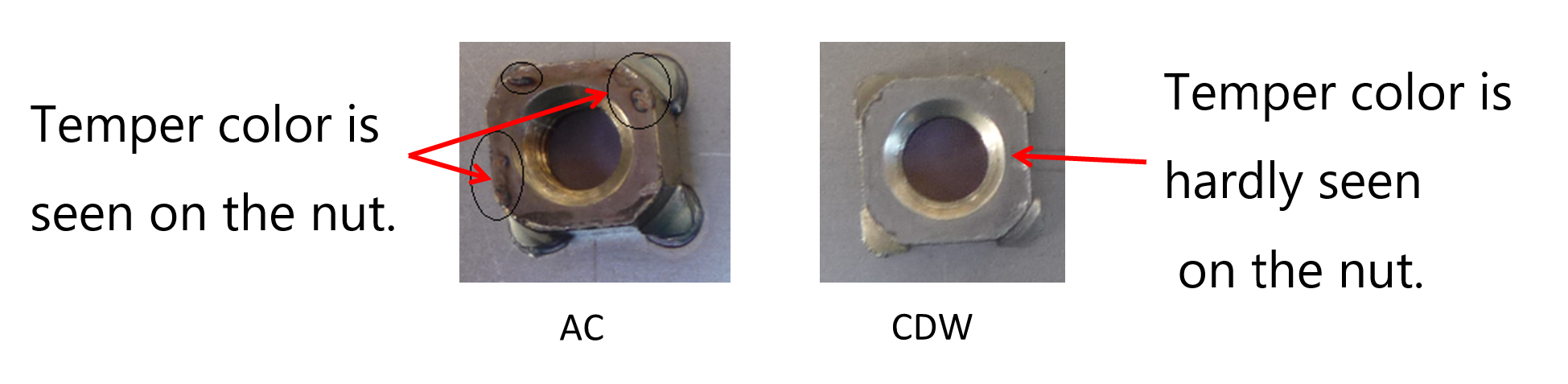
Top view of nuts after welding
Related products
I'm using an old welding machine. Does it contain PCB?
The Japan Welding Society discloses the name of the manufacturer, the name of the equipment, model number, and the manufactured date of the welding machine that uses PCB-containing capacitors (including those that may contain trace amounts of PCB).Please refer to the PDF file that can be downloaded from the following page:
https://www.jwes.or.jp/committees/electric/notice/
If the device is not listed, please contact us from the "Contact Manufacturers."
Are there any cautionary points when using a feeder?
If there is a large amount of oil on nuts, they may not move forward on the track of the vibrating feeder.In addition, nuts may get stuck to the chute track, instead of sliding down.It is recommended to keep the oil to the minimum amount.
Precautions are also required for the feed tube routing to blow nuts and bolts by air.If a radius of the tube is too small, nuts and bolts may be jammed, or abnormal wear on the inner surface of the tube may occur.It is important to install the tube so that the radius is as large as possible without sharp bends.
Related products
What is the difference between MesaCon and LinearWave?
MesaCon (Mesa Condenser) was produced by Nastoa Welding Technologies Co.,Ltd prior to our consolidation, but LinearWave is registered as its trademark and changed its name at the time of consolidation.There is no difference between them which are both Inverter Type Capacitor Welding Machines.
Related products
How do I select the nut feeder model?
The compact feeder is superior in terms of quietness and space saving, but it also has nuts and bolts that cannot be handled due to its structure.
In this case, select the vibration type nut feeder.
Related products
What is an upslope?
Upslope is used when welding current is gradually raised during spot welding to improve the fit when there is a plate gap or to make it difficult to get scattered.
In projection welding, the weld strength tends to decrease when upslopes are inserted, so it is better not to insert upslopes.If the strength is sufficient but scattering is a problem, an upslope may be added.
It is important to set it to satisfy the required quality.
How do I check the parallelism of electrode?
In the case of spot welding, etc., if a certain degree of parallelism is obtained, the welding qualities are not greatly affected. Therefore, it is acceptable to visually check the parallelism. However, parallelism is important in the case of projection welding.
To check the parallelism, check the parallelism between the top and bottom electrode by sandwiching a sheet that discolors when pressure is applied, called a pressure-sensitive sheet, etc.
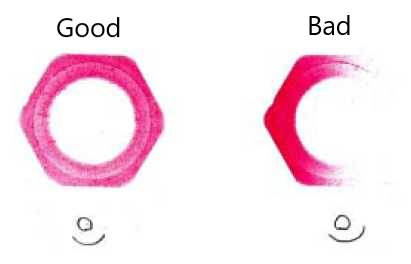
Check of parallelism with pressure sensitive paper
Do I need to be qualified to perform resistance welding?
There is no need to get legal qualification.
Resistance welding is the welding method that ensures stable quality by setting the proper welding conditions first. At the time of welding, it is only started by a foot switch, etc., so skill is not required.
However, this facility generates electrode force of several kN to several + of kN and can carry a large current of several thousand A to several tens of thousands A. Therefore, safety training is required for workers.
How do I inspect spot welding section?
The inspection method according to the "required quality" is required. For typical objects, however, there are methods for measuring nugget diameter etc. by cross section macro-test, and for measuring the tensile strength, there are tensile stress called TSS and cross-hair tensile strength called CTS.
The actual work can not be used in case of these measuring method.In such cases, chisel test, peel test, or torsion test may be adopted to facilitate on-site testing.
These measuring methods are also specified in JIS and should be used as a reference.
JIS Z 3140: Methods and Criteria for Inspecting spot welding Section
JIS Z 3144: Field Test Methods for Spots and projection welding
JIS Z 3139: How to cross section test spots, projections, and seam welding
JIS Z 3136: Test Piece Dimensions and Test Methods for Shear Tests of Resistive Spots and Projection welding Joints
JIS Z 3137: Test Piece Dimensions and Test Methods for Resistive Spots and cross tension test of projection welding Joints
JIS Z 3138: How to fatigue test spot welding joints
How do I select a welding machine?
We can select them by receiving actual workpieces, drawings, etc. and informing us of the required quality, etc.
If selection is difficult, it is also possible to select them by the actual welding with our experimental equipment.
How do I measure welding current?
With resistance welding, a current of thousands to tens of thousands of amperes flows, which makes it difficult to measure with common measuring instruments.
Therefore, a dedicated ammeter exists to measure welding current.
This ammeter can measure welding current by installing a toroidal coil on the secondary side.
The energization time can also be measured.
Related products
How do I measure electrode pressure force?
It can also be measured using a commercially available load cell, etc., but a dedicated electrode pressure gauges is also available, which makes it easier to measure it, comparing with a commercially available load cell, etc.
The handy welding instrument WS-100 can also measure electrode pressure force by connecting Options load cell.
Related products
How should cooling water be supplied?
If there is a cooling tower in the factory, it is ok but we recommend that you use a commercially available chiller unit or our water cooler if there is no cooling tower.
There is no problem with tap water for use. However, considering the water charge, it is not recommendable.
When using the chiller unit, you must pay attention to preventing condensation.
Related products
Can you support for resistance welding machines by Nastoa Co., Ltd?
Yes, we can.
We can support not only NASTOA but also TOA SEIKI, NASTOA WELDING TECHNOLOGIES, DENGENSHA MFG, etc. Please feel free to contact us.
Please be understood, unfortunately, we have already stopped support for Arc Welding Machines.
Related products
What is pilot energization?
For projection welding such as nut welding, welding strength is determined in about one to two cycles of welding at the beginning of energization.
If the projection collapses before the initial current is low and the projection is sufficiently heated, the welding strength becomes low.
With the pilot energizing function, the current at the initial stage of energization can be set appropriately, and welding quality can be improved.
Please tell us how to control the quality of resistance welding.
If spot welding is performed continuously, electrode tips will wear and their diameter of contacts with the object to be welded will gradually expand.Spot welding requires a small diameter of electrode tip and consistent current density in the welded area as described above. Therefore, the tip dressing cycle should be pre-determined and managed.Commercially available dressers and lathes are used to dress electrode tips.
In addition, new devices are being introduced to the market such as control devices equipped with a communication function to send the weld results to PCs as well as control devices that can judge quality of tip dressing. More reliable quality control can be achieved with these latest devices.
In the case of projection welding, the parallelism of upper and lower electrodes and the parallelism of the contact face of the welded object and electrodes are crucial, and they will affect weld quality.Electrodes are re-shaped by lathes or milling machines.With the projection welding, the rise of welding current would greatly affect the weld quality. A type of control devices that can precisely control the rise of the current is also available in the market.
In the case of seam welding, a shaping tool is generally incorporated into the unit.
Related products
Normal spot welding machine cannot be used due to the workpiece geometry.
Electrode can be prepared to suit the workpiece geometry.
We also offer offset electrode, so please consult us.
We can also design and manufacture an appropriate electrode by providing workpiece drawings and CAD.
Is spot welding possible for aluminum alloy?
It is possible.
Aluminum alloys require large currents because of the lower specific resistance of the material compared to steel sheets.
In addition, since there is an oxide film on the surface, it is necessary to remove the oxide film with a stainless steel wire brush or the like, in order to stabilize the welding quality.
When observing the cross-section of the weld, so-called blowholes may be seen inside the nugget.Blowholes can be reduced by increasing the electrode force (called forging pressure) from the second half of the welding cycle or by applying post-heating current to prevent rapid cooling.
Recently, robotics and welding control devices that can synchronously control welding current and electrode force have been introduced to the market.
Aluminum tends to adhere to the electrode surface, which may result in inconsistent weld quality or excessive weld marks. Therefore, tip dressing is required frequently.
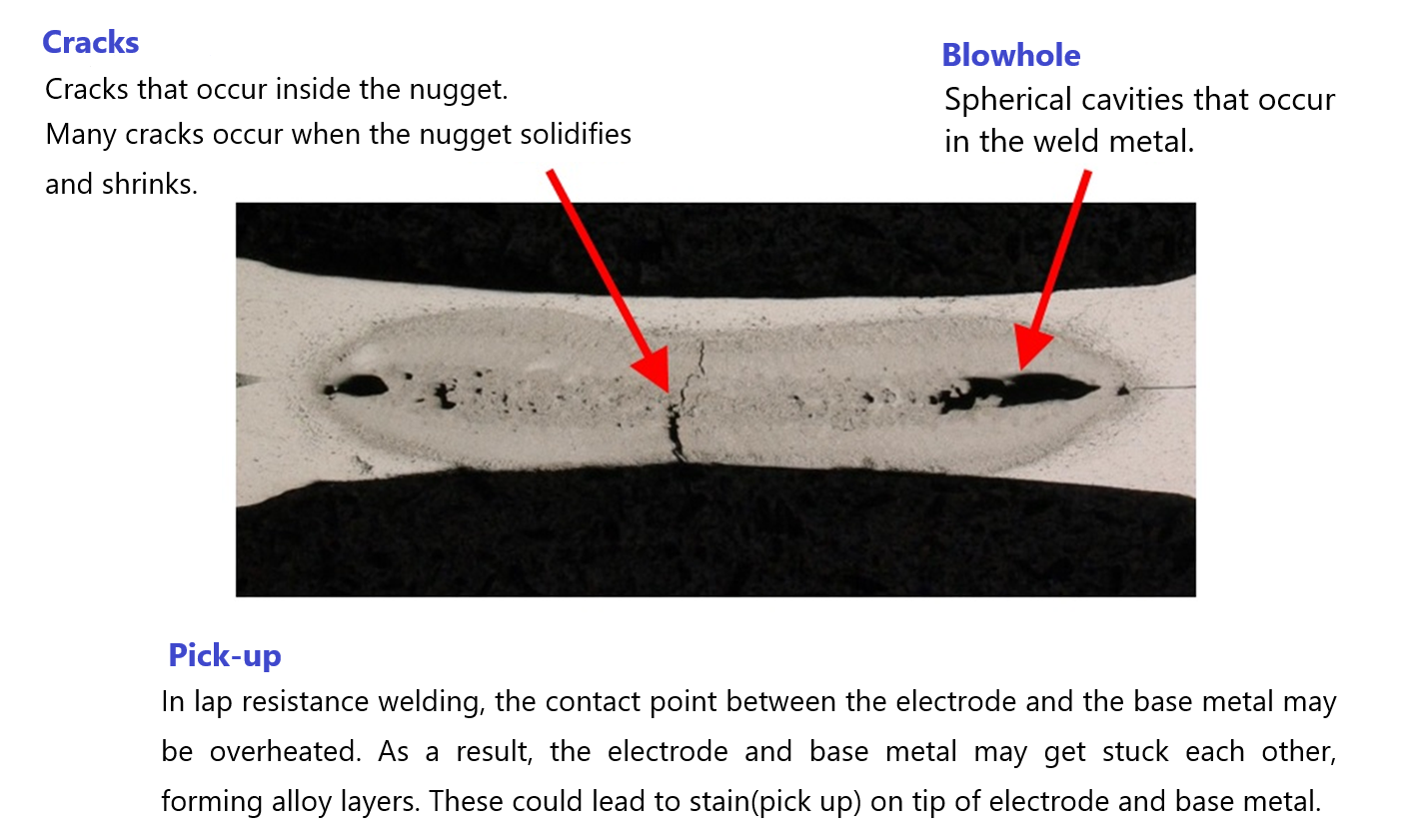
Macro test cross-sectional photograph
Related products
When spot welding is performed, cracks will occur.
When spot welding is applied to carbon-steel, etc., the welds may get baked and become brittle.
In such cases, the hardness can be reduced by passing temper current called martemper or austemper.
Decreasing the hardness makes cracking less likely to occur.
Insufficient strength in projection welding.
If the material contains a large amount of carbon, the weld will be baked, and even if the base metal breaks, the weld strength may be insufficient.
In such cases, the hardness can be reduced by passing temper current called martemper or austemper.
Reducing the hardness may make it difficult to concentrate stress on the joints, which may increase the welding strength.
Related products
Is it possible to spot welding thin and thick plates?
In the case of spot welding between a thin plate and a thick plate, nugget tends to be closer to the thick plate than to the bonded surface.
Generally, if the thickness is 1:3 or less, welding is possible with the welding condition on the thin sheet side. However, if nugget does not extend to the joint surface, nugget will move toward the thin sheet side by increasing the current, reducing the diameter of electrode end on the thin sheet side, or decreasing the tip R.
What is the corrosive solution used in the cross-sectional macro test?
Nital and picric acid solutions are generally used for steel sheets.
Generally SUS materials are electrolytically etched using oxalic acid solutions.
Keller reagents are commonly used for aluminum alloys.
What kind of welding nuts do you have?
Welded nuts are specified by JIS B 1196, and hexagon welded nuts, square welded nuts, and T-shaped welded nuts are specified as shapes.
In addition, round nuts and nuts with flanges are used, but square nuts are superior in terms of availability and economy.
What is the pilot for the welding nut for ?
There is a pilot for positioning of the panel and nut. However, a large positional deviation does not occur even if there is no pilot because electrode incorporates an insulated positioning pin called a guide pin is currently used.
In terms of weldability, if there is a pilot, current will flow from the pilot to the panel, and variations in welding strength will increase due to the degree of shunt flow.
In addition, since the nut feeder requires delicate adjustment, selection errors due to improper adjustment are likely to occur.
For these reasons, we recommend that there be no pilot unless there is a special circumstance.
Can welding conditions be entered into multiple welding machines together?
Multiple control device units can be registered in Wel Net 3M and you can use it when inputting welding conditions collectively.
Related products
Is it possible to leave a history of welding results?
We are selling software called Wel Net 3M.
For welders and welding controlle capable of EtherNet communication, not only numerical values such as current values, energization times, and electrode force, but also current waveforms and resistive waveforms can be stored in databases.
Related products
Can the welder be relocated to a region where the domestic frequency is different?
For Single phase AC, the number of turns is changed depending on the frequency. Modification is required.
For the inverter type, it can be used as it is, but the setting may need to be changed.
Can domestic welding equipment in Japan be used for overseas?
Even if the same Power Source Voltage/Frequency, it may not be able to be used if specifications of welder does not match to Standard of destination country. (EX. UL Standard in U.S.A., CE Marking Standard in Europe, etc.)
As we can accordingly propose equipment with suitable specifications to meet Standard of Destination, please ask us.
Can resin and metal be joined?
As Normal Spot Welding Machine can not run current between Resin and Metal, it does not make no heating and no joint.
We have Coaxial Series Spot Welding Machines that runs current only Metal Part for heating. Please ask us for more details.
What kind of product is resistance welding technology used for?
Assembly of Automobiles is so popular and it is used on Railway Vehicles and Aircrafts as well.
It is also used in the manufacture of familiar products such as gutter covers (gratings), road signs, fences, motor terminals used in electric vehicles, prefabricated houses, home appliances such as air conditioners and refrigerators, steel furniture, and drums.